

WPC డెక్కింగ్ ఎక్స్ట్రూషన్ లైన్ ఉత్పత్తి వేగాన్ని ఎలా మెరుగుపరచాలి?
WPC డెక్కింగ్ ఎక్స్ట్రూషన్ లైన్ల కోసం ఉత్పత్తి వేగాన్ని ఆప్టిమైజ్ చేయడం: ఒక సమగ్ర గైడ్
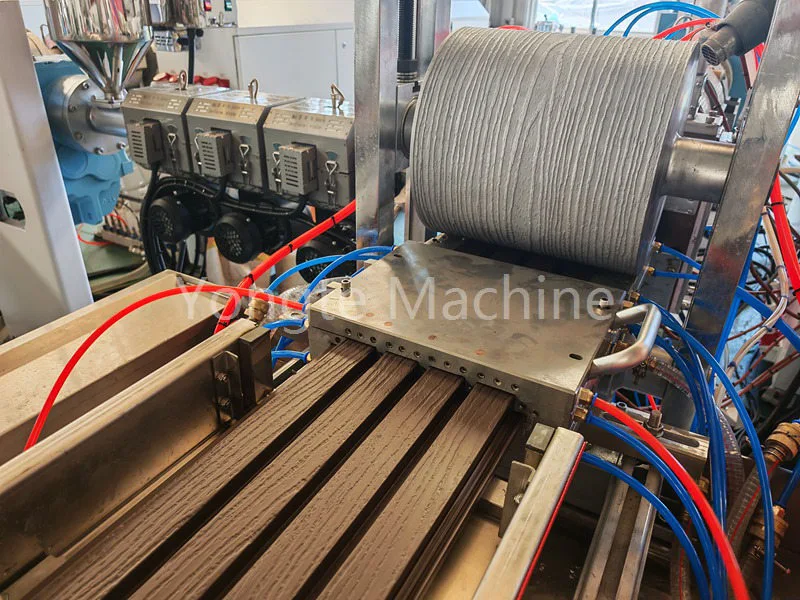
Yongte అధిక వేగం కోసం ప్రొఫెషనల్ తయారీదారుWPC డెక్కింగ్ ఎక్స్ట్రాషన్ లైన్ అధిక నాణ్యత కలిగిన WPC డెక్కింగ్ ఉత్పత్తులను తయారు చేయడానికి అధిక సామర్థ్యంతో. ఉత్పత్తి వేగాన్ని పెంచడానికిWPC డెక్కింగ్ ఎక్స్ట్రాషన్ లైన్s, ప్రధాన వ్యూహం ఐదు పరస్పర అనుసంధాన లక్ష్యాలపై దృష్టి పెడుతుంది: ప్లాస్టిజేషన్ సామర్థ్యాన్ని స్థిరీకరించడం, మెటీరియల్ నిరోధకతను తగ్గించడం, వేగవంతమైన శీతలీకరణను ప్రారంభించడం, పూర్తి-లైన్ సమకాలీకరణను నిర్ధారించడం మరియు పనికిరాని సమయాన్ని తగ్గించడం-ఇవన్నీ కఠినమైన ఉత్పత్తి నాణ్యత ప్రమాణాలను సమర్థించడం.

I. ఫార్ములేషన్ మరియు రా మెటీరియల్ ప్రీట్రీట్మెంట్ (మృదువైన వెలికితీత కోసం పునాది)
1. ఫ్లోబిలిటీ మరియు థర్మల్ స్టెబిలిటీని మెరుగుపరచడానికి సూత్రీకరణను ఆప్టిమైజ్ చేయండి
· అనుకూలత ఏజెంట్/లింకర్: కలప పొడి-ప్లాస్టిక్ సంశ్లేషణను మెరుగుపరచడానికి తగినంత మాలిక్ అన్హైడ్రైడ్-గ్రాఫ్టెడ్ PE/PP (ఉదా., MAH-g-PE) జోడించండి, తద్వారా సముదాయాన్ని తగ్గిస్తుంది మరియు పగుళ్లను కరిగిస్తుంది.
· లూబ్రికెంట్ సిస్టమ్:
o అంతర్గత కందెనలు (ఉదా., స్టియరిక్ యాసిడ్, PE వ్యాక్స్) మెల్ట్ స్నిగ్ధతను తగ్గిస్తాయి, తద్వారా స్క్రూ షీర్ హీట్ మరియు మెయిన్ యూనిట్ లోడ్ తగ్గుతుంది.
o బాహ్య కందెనలు (ఉదా., పారాఫిన్, ఆక్సిడైజ్డ్ పాలిథిలిన్ వ్యాక్స్): మెటీరియల్-టు-సిలిండర్/అచ్చు రాపిడిని తగ్గించండి మరియు ఎక్స్ట్రాషన్ ఒత్తిడిని తగ్గిస్తుంది.
o స్తరీకరణ మరియు ఉపరితల లోపాలను కలిగించే అధిక బాహ్య స్లయిడింగ్ను నివారించడానికి మొత్తం జోడింపు మొత్తాన్ని 1%–3% లోపల నియంత్రించాలి.
· ఫిల్లింగ్ మరియు వుడ్ పౌడర్: కలప పొడి యొక్క తేమను ఏకరీతి కణ పరిమాణంతో (80–120 మెష్) ≤3% వరకు నియంత్రించాలి; చమురు శోషణ మరియు స్నిగ్ధత పెరుగుదలను తగ్గించడానికి యాక్టివేటెడ్ కాల్షియం కార్బోనేట్ ఎంచుకోవాలి.
2. మిక్సింగ్ మరియు ప్రీ-ప్లాస్టిజైజేషన్ (ఫ్రంట్-ఎండ్ బాటిల్నెక్)
· కోల్డ్ మిక్సింగ్తో కలిపిన హై-స్పీడ్ హాట్ మిక్సింగ్ డెడ్ జోన్లు లేకుండా ఏకరీతి మిక్సింగ్ని నిర్ధారిస్తుంది, స్థానికీకరించిన "డెడ్ మెటీరియల్" లేదా సముదాయాన్ని నివారిస్తుంది.
· సాధ్యమైనప్పుడు, పొడి పదార్థాలను గ్రాన్యూల్స్లో ఫ్యూజ్ చేయడానికి ప్రీ-గ్రైండింగ్ ప్రక్రియను చేర్చవచ్చు, ఇది మరింత స్థిరమైన ఆహారం, వేగవంతమైన ప్లాస్టిసైజేషన్ మరియు లైన్ వేగంలో 20%–30% పెరుగుదలను నిర్ధారిస్తుంది.

II. ఎక్స్ట్రూడర్ హోస్ట్ మరియు స్క్రూ (కోర్ పవర్ యూనిట్)
1. స్క్రూ మరియు బారెల్ యొక్క ఆప్టిమైజేషన్
· అధిక యాస్పెక్ట్ రేషియో (L/D=40–48) మరియు అధిక-టార్క్ సమాంతర ట్విన్ స్క్రూలు షీర్ మరియు మిక్సింగ్ పనితీరును మెరుగుపరచడానికి ఎంపిక చేయబడ్డాయి, ఇవి అధిక-ఫిల్లింగ్ WPC ఫార్ములేషన్లకు అనుకూలంగా ఉంటాయి.
· స్క్రూ కలయిక: కన్వేయింగ్ సెక్షన్ వాల్యూమ్ను పెంచండి, మిక్సింగ్ బ్లాక్ / షీర్ బ్లాక్ యొక్క లేఅవుట్ను ఆప్టిమైజ్ చేయండి, షీర్ హీట్ను తగ్గించండి మరియు ప్లాస్టిసైజింగ్ యొక్క ఆవరణలో రవాణా సామర్థ్యాన్ని మెరుగుపరచండి.
· మోల్డ్ బారెల్ హీటింగ్: స్థానికీకరించిన వేడెక్కడం లేదా తగినంత ప్లాస్టిసైజేషన్ను నిరోధించడానికి ఉష్ణోగ్రత హెచ్చుతగ్గులు ≤±1℃తో జోన్డ్ ప్రెసిషన్ టెంపరేచర్ కంట్రోల్ (PID)ని ఉపయోగిస్తుంది.
2. వేగం మరియు లోడ్ మ్యాచింగ్ (త్వరణానికి కీ)
· మోటారు వేగం: 70%-90% రేట్ చేయబడిన టార్క్ మరియు స్థిరమైన కరెంట్ను (PE/PP సిస్టమ్లు 150-250 rpmకి చేరుకోగలవు) కొనసాగిస్తూనే వేగాన్ని క్రమంగా పెంచండి.
· ఫీడింగ్ సింక్రొనైజేషన్: బరువు తగ్గించే ఫీడర్ని ఉపయోగించారు, ఇది స్క్రూ స్లాట్ ఫిల్లింగ్ రేట్ 70%–90% ఉండేలా చూసుకోవడానికి ప్రధాన యంత్రం యొక్క భ్రమణ వేగంతో క్లోజ్డ్-లూప్ లింక్ చేయబడి, "నిష్క్రియ భ్రమణం" లేదా ఓవర్లోడ్ను నివారిస్తుంది.
· వాక్యూమ్ సిస్టమ్: స్థిరమైన అధిక వాక్యూమ్ను (-0.08 నుండి-0.09 MPa) నిర్వహిస్తుంది, నీటి ఆవిరి మరియు అస్థిర భాగాలను తక్షణమే తొలగిస్తుంది, బుడగలను తగ్గిస్తుంది, ఉపరితల నాణ్యతను మెరుగుపరుస్తుంది మరియు ప్రాసెసింగ్ వేగాన్ని పెంచుతుంది.

III. అచ్చు మరియు అమరిక (గరిష్ట సరళ వేగాన్ని నిర్ణయించండి)
1. మోల్డ్ డిజైన్ మరియు ఫ్లో ఛానల్ ఆప్టిమైజేషన్
· CFD అనుకరణ ద్వారా ఆప్టిమైజ్ చేయబడిన హ్యాంగర్ రకం మరియు ఫిష్ టెయిల్ టైప్ డై హెడ్లు స్మూత్ ఫ్లో ఛానల్ మరియు ఏకరీతి పీడన పంపిణీని కలిగి ఉంటాయి, ఇవి మెటీరియల్ అంటుకోవడం మరియు స్థానికంగా వేడెక్కడం నివారించవచ్చు.
· డై యొక్క గ్యాప్ సహేతుకమైనది మరియు కుదింపు నిష్పత్తి మధ్యస్థంగా ఉంటుంది (3-5:1), ఇది ఎక్స్ట్రాషన్ ప్రెజర్ మరియు మెల్ట్ రెసిస్టెన్స్ను తగ్గిస్తుంది.
· మోల్డ్ హీటింగ్: జోన్ చేయబడిన ఉష్ణోగ్రత నియంత్రణ మరియు తగినంత తాపన శక్తితో, అచ్చు కుహరంలో కరిగే ఉష్ణోగ్రత ఏకరీతిగా ఉండేలా మరియు ద్రవత్వం స్థిరంగా ఉండేలా నిర్ధారిస్తుంది.
2. కాలిబ్రేషన్ సిస్టమ్ (వేగాన్ని మెరుగుపరచడానికి ప్రధాన అడ్డంకి)
· పొడుగుచేసిన సెట్టింగ్ టేబుల్ (సాధారణంగా 8–12మీ) శీతలీకరణ ప్రాంతం మరియు సంప్రదింపు సమయాన్ని పెంచుతుంది.
· శీతలకరణి మార్గం:
o అధిక ప్రవాహం, తక్కువ-ఉష్ణోగ్రత ప్రసరించే నీరు (15–25°C) వేడిని వేగంగా వెదజల్లడానికి మరియు సెట్టింగ్ సమయాన్ని తగ్గించడానికి ఉపయోగించబడుతుంది.
o అచ్చు మరియు వాక్యూమ్ శోషణలో బహుళ-పాయింట్ స్ప్రేయింగ్ ప్రొఫైల్ త్వరగా అచ్చుకు కట్టుబడి ఉండేలా చేస్తుంది, డైమెన్షనల్ స్థిరత్వాన్ని నిర్వహిస్తుంది మరియు వైకల్యాన్ని నివారిస్తుంది.
· వాక్యూమ్ స్థిరత్వం: ఏకరీతి శీతలీకరణతో ఏర్పడే డైలో ప్రొఫైల్ పూర్తిగా శోషించబడిందని నిర్ధారిస్తుంది, ట్రాక్షన్ వేగాన్ని గణనీయంగా పెంచుతుంది.
IV. ట్రాక్షన్, శీతలీకరణ మరియు వెనుక విభాగం (మొత్తం రేఖలో సమకాలీకరణ)
1. ట్రాక్షన్ సిస్టమ్
· మల్టీ-రోల్, హై-ఫ్రిక్షన్ ట్రాక్షన్ మెషిన్ క్లోజ్డ్-లూప్ (PID)లో ప్రధాన మెషిన్ స్పీడ్తో సింక్రొనైజ్ చేయబడింది, లీనియర్ స్పీడ్ హెచ్చుతగ్గులు ≤±0.1m/min.
· ట్రాక్షన్ స్పీడ్ మ్యాచింగ్ ఎక్స్ట్రాషన్ రేట్: షేపింగ్ శీతలీకరణను అనుమతించే ఆవరణలో, "హై-స్పీడ్ ఎక్స్ట్రాషన్ + హై-స్పీడ్ ట్రాక్షన్" సాధించడానికి ట్రాక్షన్ను క్రమంగా పెంచండి.
2. శీతలీకరణ వ్యవస్థ (సెకండరీ కూలింగ్)
· స్ప్రే కూలింగ్ వాటర్ ట్యాంక్ను (5–10మీ) పొడిగించండి, ప్రొఫైల్లు ఏర్పరుచుకునే టేబుల్ను విడిచిపెట్టిన తర్వాత గది ఉష్ణోగ్రతకు వేగంగా చల్లబడి, తదుపరి వైకల్యం లేదా పేలవమైన కట్టింగ్ను నివారిస్తుంది.
· శీతలీకరణ ఫ్యాన్ సహాయకం: శీతలీకరణ సామర్థ్యాన్ని మెరుగుపరచడానికి ఉపరితల బలవంతంగా గాలి శీతలీకరణ.
3. కట్టింగ్ మరియు పల్లెటైజింగ్ (డౌన్టైమ్ను తగ్గించడం)
· ఉత్పత్తి ఆగకుండా నిరంతరంగా ఉంటుంది.
· బర్ర్స్ మరియు వ్యర్థాలను తగ్గించడానికి కటింగ్ పారామితులను ఆప్టిమైజ్ చేయండి మరియు సాధన మార్పులు మరియు శుభ్రపరిచే ఫ్రీక్వెన్సీని తగ్గించండి.
· ఆటోమేటిక్ ప్యాలెటైజింగ్ / స్టాకింగ్: మాన్యువల్ జోక్యాన్ని తగ్గిస్తుంది మరియు ఉత్పత్తి సామర్థ్యాన్ని మెరుగుపరుస్తుంది.

V. ప్రక్రియ నియంత్రణ మరియు మేధస్సు (స్థిరీకరించబడిన త్వరణం)
· ఉష్ణోగ్రత కర్వ్ ఆప్టిమైజేషన్:
o ది బ్యారెల్: ఫీడింగ్ విభాగంలో తక్కువ ఉష్ణోగ్రత (యాంటీ బ్రిడ్జింగ్) → ప్లాస్టిసైజింగ్ విభాగంలో క్రమంగా వేడెక్కడం → హోమోజెనైజింగ్ విభాగంలో స్థిరమైన ఉష్ణోగ్రత → డై హెడ్లో కొంచెం ఎక్కువగా ఉంటుంది (ద్రవత్వాన్ని నిర్వహించడానికి).
o తక్కువ ప్లాస్టిజైజేషన్ మరియు ప్రెజర్ స్పైక్లను నిరోధించడానికి "తక్కువ ముందు, అధిక వెనుక" నమూనాను నివారించండి.
· ఒత్తిడి పర్యవేక్షణ:
డై హెడ్ ఒత్తిడిని సహేతుకమైన పరిధిలో నిర్వహించండి (ఉదా. 10–18 MPa). గణనీయమైన ఒత్తిడి హెచ్చుతగ్గులు సంభవించినట్లయితే, వేగాన్ని తగ్గించండి లేదా సూత్రీకరణ/అచ్చును సమీక్షించండి.
· ఇంటిగ్రేటెడ్ సిస్టమ్ నియంత్రణ:
PLC హోస్ట్, ఫీడింగ్, వాక్యూమ్, ట్రాక్షన్, కూలింగ్ మరియు కటింగ్తో సహా అన్ని భాగాలను వన్-టచ్ స్టార్ట్/స్టాప్ మరియు రియల్-టైమ్ పారామీటర్ సర్దుబాటుతో నిర్వహిస్తుంది.
· ఆన్లైన్ తనిఖీ:
లేజర్ వ్యాసం కొలత, మందం/వెడల్పు యొక్క నిజ-సమయ ఫీడ్బ్యాక్, ట్రాక్షన్/ఉష్ణోగ్రత యొక్క ఆటోమేటిక్ ఫైన్-ట్యూనింగ్, సర్దుబాట్ల కోసం స్క్రాప్ మరియు డౌన్టైమ్ను తగ్గించడం.

సారాంశం
సమగ్ర ఆప్టిమైజేషన్ను సాధించడానికి, మెరుగుదలలు తప్పనిసరిగా బహుళ క్లిష్టమైన ప్రాంతాలను కలిగి ఉండాలి: ఫార్ములా మరియు ముడి పదార్ధాల ముందస్తు చికిత్స, వెలికితీత ప్రధాన యంత్రం మరియు స్క్రూ కాన్ఫిగరేషన్, మోల్డ్ డిజైన్ మరియు షేపింగ్ సిస్టమ్లు, ట్రాక్షన్ కూలింగ్ మరియు దిగువ ప్రక్రియలు, అలాగే ప్రక్రియ నియంత్రణ మరియు తెలివైన నిర్వహణ వ్యవస్థలు. ముందుగా, ద్రవత్వం మరియు ఉష్ణ స్థిరత్వాన్ని మెరుగుపరచడానికి మెటీరియల్ ఫార్ములాను ఆప్టిమైజ్ చేయడం-ఖచ్చితమైన మిక్సింగ్ మరియు ప్రీ-ప్లాస్టిజైజేషన్తో కలిపి-సున్నితమైన వెలికితీత కోసం ప్రాథమిక ఆధారాన్ని ఏర్పరుస్తుంది. రెండవది, స్క్రూ-బారెల్ అసెంబ్లీలను అప్గ్రేడ్ చేయడం, సరైన స్పీడ్-లోడ్ మ్యాచింగ్ను నిర్ధారించడం వేగాన్ని పెంచడానికి కీలకమైన డ్రైవర్గా పనిచేస్తుంది. మూడవది, అధునాతన మోల్డ్ డిజైన్, ఫ్లో ఛానల్ ఆప్టిమైజేషన్ మరియు వాక్యూమ్ షేపింగ్ టేబుల్ మెరుగుదలలు లైన్ వేగాన్ని పెంచడానికి క్లిష్టమైన ఎనేబుల్లుగా పనిచేస్తాయి. అదనంగా, డౌన్స్ట్రీమ్ ప్రాసెస్ ఆప్టిమైజేషన్-ట్రాక్షన్ సిస్టమ్లు, శీతలీకరణ రేఖలు మరియు ఆటోమేటెడ్ కట్టింగ్/పాలెట్లైజింగ్-పూర్తి-లైన్ సింక్రొనైజేషన్ను సులభతరం చేస్తుంది మరియు ఉత్పత్తి డౌన్టైమ్ను తగ్గిస్తుంది. చివరగా, అధునాతన ప్రక్రియ నియంత్రణ మరియు తెలివైన సాంకేతికతలు స్థిరమైన, స్థిరమైన ఉత్పత్తిని నిర్ధారిస్తాయి, తద్వారా ఉత్పత్తి నాణ్యతను రాజీ పడకుండా స్థిరమైన వేగ మెరుగుదలలను గ్రహించడం.
సంబంధిత వార్తలు
- కొబ్బరి చిప్పను WPC డెక్కింగ్గా చేయడానికి ట్రయల్ చేయండి
- అధిక దిగుబడి & శక్తిని ఆదా చేసే వుడ్ పౌడర్ క్రషింగ్ మరియు గ్రైండింగ్ మెషిన్: యోంగ్టే యూరోపియన్ క్లయింట్ యొక్క ఆన్-సైట్ పనితీరు అంగీకారాన్ని ఆమోదించింది
- యూరోపియన్ క్లయింట్ల కోసం అధిక-పనితీరు గల WPC గ్రాన్యులేటర్
- 50mm ఘన మందపాటి ప్యానెల్ల కోసం ప్లాస్టిక్ లంబర్ ఎక్స్ట్రూషన్ లైన్
- భారతీయ క్లయింట్ కోసం యోంగ్టే సాలిడ్ ఫోమ్ WPC డోర్ ఫ్రేమ్ ఎక్స్ట్రూషన్ లైన్ను పూర్తి చేసింది
- Yongte ప్లాస్టిక్ కలప యంత్రం వివిధ ఆకారాలు మరియు ప్లాస్టిక్ కలప పరిమాణాలను ఉత్పత్తి చేయగలదా?
నాకు సందేశం పంపండి











